






| 空气量 | 30 |
|---|---|
| 水泵功率 | 12 |
| 外形尺寸 | 1000 |
| 臭氧用量 | 30 |
| 贮气罐容积 | 5 |
| 流量计规格 | 20 |
| 出水管口径 | 60 |
| 进水管口径 | 100 |
| 处理污水量 | 1000 |
| 曝气机功率 | 10 |
| 品牌 | 步恒 |
| 型号 | 10000 |
| 加工定制 | 是 |
供应啤酒废水处理设备
啤酒生产过程中的废水主要来自麦芽车间、糖化车间和罐装车间,主要含有糖类醇类等有机物质,废水的BOD5与CODcr的比值0.5左右,具有好的可生化性。
废水水质水量与处理要求:
废水水量一般为10—30m3/吨产品,水质如下:
COD 1000—2000 mg/LBOD 600—1200 mg/L
SS 300—500 mg/LpH 6—9
工艺流程
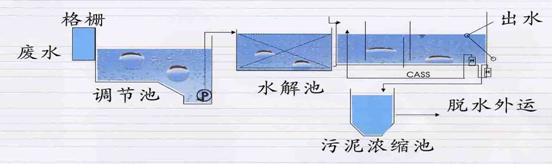
说明
1、工艺A中CASS池是一种改型的SBR池,由选择区、预反应区、主反应区组成。污水 在选择区与回流污泥混合,该区不曝气,回流污泥中的微生物均胶团可吸附大量有机物,并能防止污泥膨胀。在预反应区采用限制曝气,控制DO在0.5mg/L左右,使反硝化过程得以进行。主反应区作用是完成有机物降解和氨氮的硝化。选择区、预反应区、主反应区体积为1:5:20,污泥回流比为30~50%。工艺曝气采用鼓风曝气,曝气器选用可变孔曝气软管,撇水装置采用旋转撇水器。
2、工艺B中UASB为厌氧反应器,其作用可以将有机物转 化为甲烷和二氧化碳。其容积负荷为5KgCOD/(m3•d),COD去除率可达85%以上,该反应器可有效降低后续好氧处理负荷,可大大减少好氧池容积及调节池容积,运行费用及污泥产量较单纯好氧方法相比有所降低。
3、以上两种工艺在投资、占地面积、运行费用等方面各有特点,我公司可根据实际情况帮助客户选择**合理的处理工艺。
